

产品详细介绍

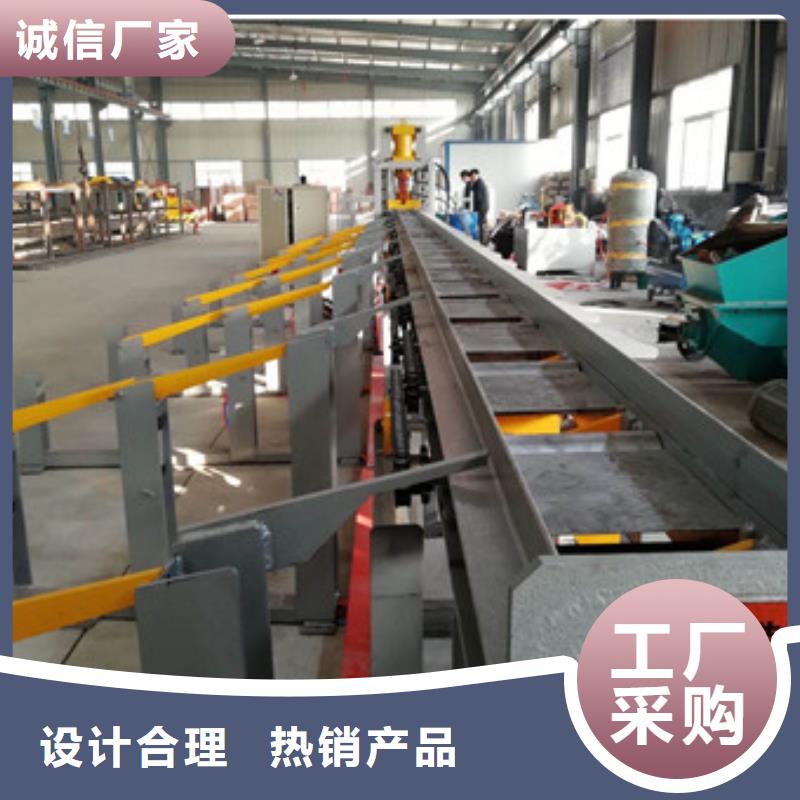
GY4260型材专用锯床:
本公司生产的金属带锯床主要用于高铁 地铁 隧道 等建筑工地的整捆钢筋锯断,锯角铁,锯槽钢,锯方管,锯圆钢,;整捆切割 ;具有下料快 无毛刺等特点,是加工开料工程的理想设备;锯床料架 4260钢筋锯床电动输送料架 电动更省力方便,电动退料,电动送料。液压加紧,液压下顶缸。
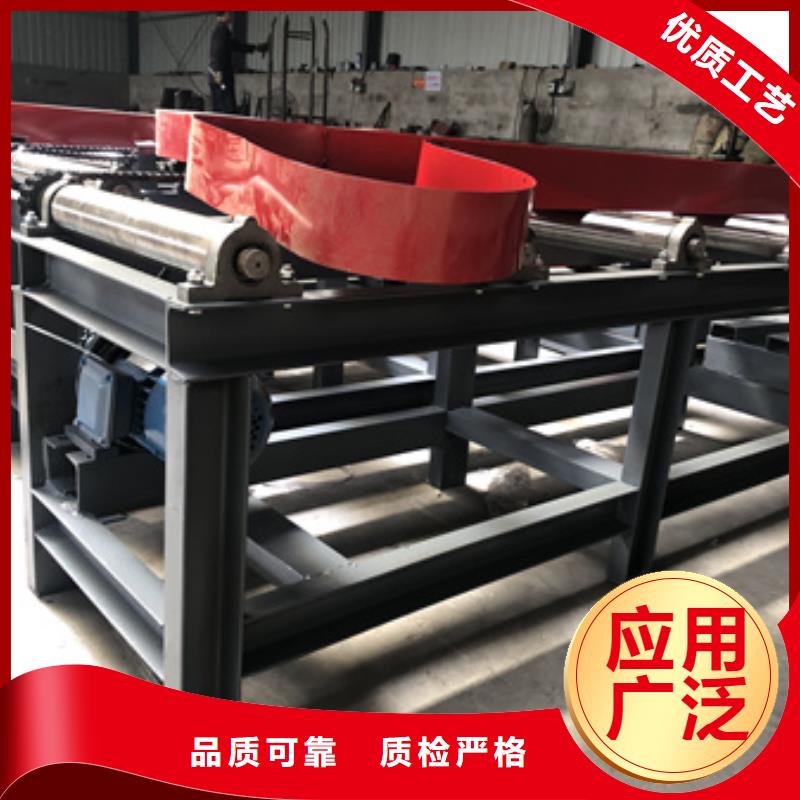
金属带锯床(英文名称Metal band sawing machine,Metal band saw machine)主要用于锯割碳素结构钢、低合金钢、高合金刚、特殊合金钢和不锈钢、耐酸钢等各种金属材料。
GY系列金属带锯床是一种以金属锯条作为切削工具并用于切割金属材料的锯切设备主要用于黑色金属的方料。圆料及各种型材的切割亦可用于切割有色金属及非金属材料。由于带锯切口窄切削效率高因此能耗小材料浪费少。是一种具有显著节能节材效果的切割设备。双立柱带锯床主传动采用蜗轮箱变速进给采用液压传动工件夹紧采用手动和液压混合式夹紧具有结构紧凑操作维修方便等特点。
<张家界>建贸机械设备有限公司 我厂专业技术人才云集,生产加工工艺标准,品控体系严格完善,产品采用GB\\T19001-ISO9002国际标准产品品种多门类齐全涉及的领域宽适用面广并能根据客户要求设计特殊规格的机床市场覆盖全国各地部分产品远销国外打入国际市场常年以来深受用户的赞誉. "以至量为基础以市场为向导可客户为中心以服务为宗旨""勇于攀登不断创新"是本厂一贯追求的经营.
服务理念。
我们始终坚持“用户即上帝”的原则,先进的营销管理体系,建立了更加完善的销售服务网络。无论何时、何地都会为您提供周到、贴心的服务。服务≠售后≠维修
服务在捷甬达,不是简单的维修,它既是产品销售的 一个环节,又是产品研发的 个环节,它贯穿于产品开发、设计、制造及售前、售中、售后整个企业经营活动的全过程;
服务就是发现用户需求并快速满足的过程;
服务就是要创造用户感动,实现增值。
 张家界型材切割锯床厂家供应价格
<张家界>建贸机械设备有限公司
张家界型材切割锯床厂家供应价格
<张家界>建贸机械设备有限公司
金属带锯床客户购买了企业的设备,企业就算完结“任务”了吗?其实不然。企业还应该供给完善的售后效劳,对客户购买的设备从装置,运用,运用中遇到的问题,出现的毛病等等一系列问题都得全权担任。一直坚持客户至上,用心效劳的作业理念,对每位客户仔细,担任。下面为您解说金属带锯床正确操作流程。购买金属带锯床产品的朋友们应严格按照以下流程操作:
1 、操作前要穿紧身防护服,袖口扣紧,上衣下摆不能打开,严禁戴手套,不得在开动的机床旁穿、脱换衣服,或围布于身上,避免机器绞伤。有必要戴好帽,辫子应放入帽内,不得穿裙子、拖鞋。
2 、金属带锯床开动前做好全部准备作业,虎钳装置使锯料中心坐落料锯行程中心。质料在虎钳上放成水平,与锯条成直角;若要锯斜视点料,则先把虎钳调整成所需视点,锯料尺度不得大于该机床 锯料尺度。
3、 锯条有必要拉紧,锯前试车空转3 — 5 分钟,以打出液压筒中和液压传动装置上各油沟中的空气,并检查锯床有无毛病、光滑油路是否正常。
4、 锯割管材或薄板型材,齿距不应小于资料的厚度。在锯割时应将手柄退到慢的方位,并削减进刀量。
 jmc
98569
jmc
98569
金属带锯床客户购买了企业的设备,企业就算完结“任务”了吗?其实不然。企业还应该供给完善的售后效劳,对客户购买的设备从装置,运用,运用中遇到的问题,出现的毛病等等一系列问题都得全权担任。一直坚持客户至上,用心效劳的作业理念,对每位客户仔细,担任。下面为您解说金属带锯床正确操作流程。购买金属带锯床产品的朋友们应严格按照以下流程操作:
1 、操作前要穿紧身防护服,袖口扣紧,上衣下摆不能打开,严禁戴手套,不得在开动的机床旁穿、脱换衣服,或围布于身上,避免机器绞伤。有必要戴好帽,辫子应放入帽内,不得穿裙子、拖鞋。
2 、金属带锯床开动前做好全部准备作业,虎钳装置使锯料中心坐落料锯行程中心。质料在虎钳上放成水平,与锯条成直角;若要锯斜视点料,则先把虎钳调整成所需视点,锯料尺度不得大于该机床 锯料尺度。
3、 锯条有必要拉紧,锯前试车空转3 — 5 分钟,以打出液压筒中和液压传动装置上各油沟中的空气,并检查锯床有无毛病、光滑油路是否正常。
4、 锯割管材或薄板型材,齿距不应小于资料的厚度。在锯割时应将手柄退到慢的方位,并削减进刀量。
加工精度进一步提高。采用先进的变频电动机驱动、精密的滚珠丝杠传动和激光定位方式,配以伺服控制的液压系统,由计算机自动在线监控锯切全过程,锯条速度、进给速度、卡紧力均可做到任意设置、优化组合,由此提高锯床的加工精度。此外,金属锯切的关键技术点--高精度的切割力控制一直是锯床技术研究的重点,河南省建贸机械锯床就很好地解决了这一问题。该锯床可实现恒定锯切力控制,保证了锯切不规则截面型材的切削率(切割面积/分钟)恒定。该锯床的加工精度也较高,如切割厚材时,每100mm切割高度的误差仅为0.1mm。
锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。